
«a(ch©Żn)ŲĘĘųŅÉ┐ņ╦┘ī¦(d©Żo)║Į
- ▓╗õPõōÅ═(f©┤)║Ž╣▄
- ļpĮī┘Å═(f©┤)║Ž╣▄
- ā╚(n©©i)ęr▓╗õPõōÅ═(f©┤)║Žõō╣▄
- ¤ßÕāõ\ā╚(n©©i)ęr▓╗õPõōÅ═(f©┤)║Žõō╣▄
- ā╚(n©©i)ęr▓╗õPõōÅ═(f©┤)║Ž╣▄╝■
- ╝{├ūĮ^ŠēĖ▀Ęųūė▓╗õPõōÅ═(f©┤)║Ž╣▄
- ā╚(n©©i)ęr▓╗õPõō╣▄
- ¤o┐põō╣▄ā╚(n©©i)ęr▓╗õPõōÅ═(f©┤)║Ž╣▄


ą┬┬äųąą─
ą┬┬ääėæB(t©żi)
«ö(d©Īng)Ū░╬╗ų├Ż║╩ūĒō | ą┬┬ääėæB(t©żi) | ļpĮī┘Å═(f©┤)║Ž╣▄╔·«a(ch©Żn)ĘĮĘ©(2)
ļpĮī┘Å═(f©┤)║Ž╣▄╔·«a(ch©Żn)ĘĮĘ©(2)
2Ż®└Ł░╬Å═(f©┤)║ŽĘ©
¡ą╬│╔ÖC└ĒŻ║
¡īóčb┼õ║├Ą─ā╚(n©©i)═Ō╣▄Ż¼═©▀^ę╗éĆĦėąÕFČ╚Ą─Ż©═©│ŻÕFČ╚×ķ1:25Īó1:50Ż®Ż¼ūŅ┤¾▌å└¬═ŌłA│▀┤ń╣╠Č©Ą──ŻŠ▀Ż¼čžā╚(n©©i)ęr╣▄▌SŠĆ└Ł░╬Ū░ąąĪŻ═©▀^└Ł░╬─ŻŠ▀öDē║ĪóöUÅłĄ─ĘĮ╩ĮŻ¼īóā╚(n©©i)ęr╣▄į┌ų▒ÅĮĘĮŽ“Å═(f©┤)║ŽĄĮ═Ō╗∙╣▄Ą─ā╚(n©©i)▒Ē├µ╔ŽŻ¼▓ó═©▀^└^└m(x©┤)öUÅł╩╣═Ō╗∙╣▄ę▓╠Äė┌ÅŚąįūāą╬Ą─ĘČć·ā╚(n©©i)ĪŻ«ö(d©Īng)═Ō┴”╚ź│²║¾Ż¼ā╚(n©©i)ęr╣▄│╩╦▄ąįūāą╬¤oĘ©╩š┐sŻ¼═Ō╗∙╣▄╠Äė┌ÅŚąįūāą╬│╩╩š┐s┌ģä▌Ż¼Ą½╩▄ā╚(n©©i)ęr╣▄Ą─Ž▐ųŲŻ¼═Ō╗∙╣▄ā╚(n©©i)▒Ē├µÅŖ┴”Ą─ŪČ║Žį┌ā╚(n©©i)ęr╣▄Ą─═Ō▒Ē├µ╔ŽŻ¼Å═(f©┤)║Ž│╔ą╬ĪŻ
¡╠ž³cŻ║
¡ó┘╔·«a(ch©Żn)╣ż╦ć▒╚▌^║åå╬Ż¼ārĖ±▌^▒Ńę╦ ĪŻ
¡ó┌ Å═(f©┤)║Ž╣▄ā╚(n©©i)▒Ē├µłAš¹Č╚║├ĪŻ
¡
¡ė░ĒæŲĘ┘|(zh©¼)Ą─ę“╦žŻ║
¡ó┘ ė╔ė┌═Ō╗∙╣▄ā╚(n©©i)▒Ē├µą╬ĀŅ▓╗ęÄ(gu©®)ätŻ¼▓╗ŲĮĖ▀Č╚ė░Ēæ┴╦─ŻŠ▀▌å└¬ūŅ ┤¾═ŌłA│▀┤ń╚½ąą│╠Ą─═©▀^ĪŻ
¡ó┘└Ł░╬─ŻŠ▀ūŅ┤¾▌å└¬╩ŪÖCąĄ╝ė╣żĄ─š¹łAŻ¼▒žĒÜčž▌Są─ŠĆŲĮąąŪ░ąąĪŻ─ŻŠ▀┼cā╚(n©©i)ęr╣▄Ą─▓─┘|(zh©¼)×ķė▓õōė┌▄øõōŻ¼į┌└Ł░╬öUÅł▀^│╠ųąŻ¼─ŻŠ▀ŪČ╚ļį┌ā╚(n©©i)ęr╣▄ā╚(n©©i)▒Ē├µųąĪŻ«ö(d©Īng)═Ō╗∙╣▄▓╗ęÄ(gu©®)ätĄ─ā╚(n©©i)▒Ē├µė░Ēæ└Ł░╬─ŻŠ▀═©▀^ĢrŻ¼Ģ■įņ│╔└Ł░╬─ŻŠ▀▌SŠĆ┼cā╚(n©©i)ęr╣▄▌SŠĆą╬│╔ŖAĮŪŻ¼öU┤¾┴╦─ŻŠ▀ūŅ┤¾▌å└¬ų▒ÅĮĪŻ«ö(d©Īng)│÷¼F(xi©żn)ī”ĘQĄ─▓╗ŲĮĖ▀Č╚ĢrŻ¼ė╔ė┌ū„ė├į┌└Ł░╬─ŻŠ▀╔ŽĄ─┴”Ż¼į┌360Č╚ĘĮŽ“╔Ž╩Ūī”ĘQĄ─Ż¼▀@śėŠ═Ģ■įņ│╔└Ł░╬─ŻŠ▀¤oĘ©▒▄ūīĪŻā╔ĘN¼F(xi©żn)Ž¾Č╝Ģ■╩╣ā╚(n©©i)ęr╣▄╩▄öDē║╠ÄÅØŪ·ūāą╬╝ė┤¾Ż¼įņ│╔└Ł░╬─ŻŠ▀ūŅ┤¾▌å└¬╠ÄŻ¼ŪąŽ„ā╚(n©©i)ęr╣▄▒Ē├µŻ¼ę²Ų▒Ē├µ╣ŌØŹČ╚Ą─ŲŲē─Ż¼╔§ų┴¤oĘ©═©▀^ĪŻ▀@ĘNĀŅørį┌Å═(f©┤)║Ž▌^┤¾ų▒ÅĮĄ─ļpĮī┘Å═(f©┤)║Ž╣▄ĢrĖ³×ķ├„’@ĪŻ×ķ┴╦▒ŻūC▒Ē├µŲĘ┘|(zh©¼)║═╣”ą¦Ż¼═©│Ż▓╔ė├£pąĪ└Ł░╬─ŻŠ▀ūŅ┤¾▌å└¬│▀┤ńŻ¼ę“┤╦Å═(f©┤)║Ž║¾Ą─ļpĮī┘Å═(f©┤)║Ž╣▄ĮY(ji©”)║Ž ┴”ąĪĪŻ═©│ŻāH×ķ0.2~0.3MPaų«ķgĪŻ
¡ó┌ ė╔ė┌ĮY(ji©”)║Ž┴”Ą═╩╣Ą├ā╚(n©©i)═Ō╣▄Łh(hu©ón)ĀŅĮY(ji©”)║Ž├µķgŽČ┤¾Ż¼ā╚(n©©i)ęr╣▄į┌╣▄Č╦║ĖĮė╠ÄīóĘ┤Å═(f©┤)│ą╩▄Įķ┘|(zh©¼)▌ö╦═▀^│╠ųąŻ¼ē║┴”Į╗ūāĄ─┼żäėĪóš█ÅØŻ¼ų┬╩╣▀BĮė╠Ä│÷¼F(xi©żn)▓─┴ŽŲŻä┌Īóķ_┴čŻ¼ī¦(d©Żo)ų┬─═Ė»╬gąį─▄Ž┬ĮĄĪ¬Ż©š█┬N¼F(xi©żn)Ž¾Ż®ĪŻ
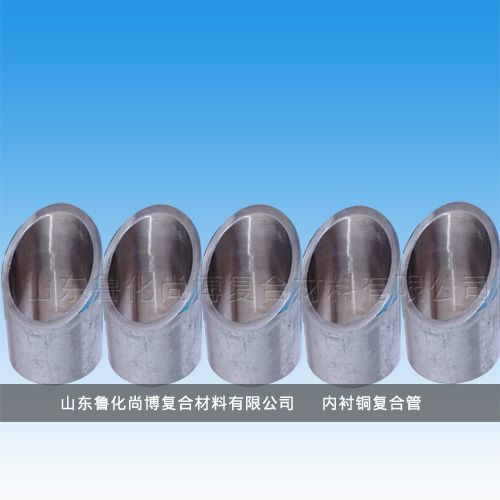
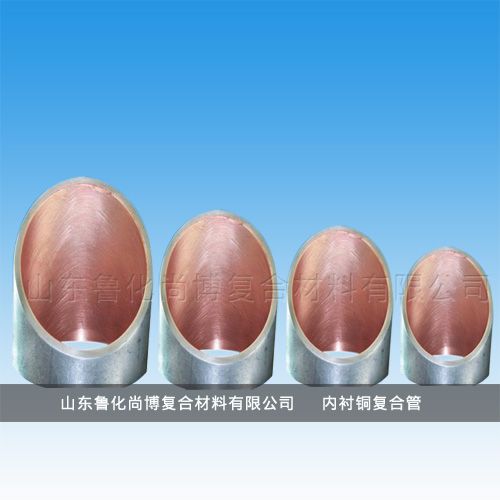
¡ó█ ė╔ė┌ā╚(n©©i)ęr╣▄ø]ėą▀_ĄĮ│õĘųĄ─╦▄ąįūāą╬Ż¼ā╚(n©©i)ęr╣▄ā╚(n©©i)▒Ē├µė╔ū„ė├┴”┼cĘ┤ū„ė├┴”«a(ch©Żn)╔·Ą─▒Ē├µē║æ¬(y©®ng)┴”Ż¼▀_▓╗ĄĮ│õĘųĄ─¾w¼F(xi©żn)Ż¼▒Ē├µē║æ¬(y©®ng)┴”Äū║§ø]ėąĘ┤ė│ĪŻ┤╦ĢrŻ¼ā╚(n©©i)ęr╣▄ųąų▒┐p║ĖĮė╠Ä╚į╠Äė┌└Łæ¬(y©®ng)┴”ĀŅæB(t©żi)Ż¼ę“┤╦ā╚(n©©i)ęr╣▄▒Ē├µš¹¾wŻ¼ė╚Ųõ╩Ūų▒┐p║ĖĮė╠ÄŻ¼┐╣¤ßæ¬(y©®ng)┴”Ė»╬g─▄┴”Ž┬ĮĄĪŻ┴Ē═ŌŻ¼▓╔ė├└Ł░╬╣ż╦ćŻ¼└Ł░╬─ŻŠ▀│╩ų▒ŠĆ▀\äėŻ¼ā╚(n©©i)ęr╣▄▒Ē├µ╩╝ĮK╠Äė┌└Łæ¬(y©®ng)┴”ĀŅæB(t©żi)Ż¼Įń├µĘŪöU╔óĮY(ji©”)║ŽŻ¼ų╗╩Ūę└┐┐ī”═Ōīė▀MąąĄ─└õ╝ė╣żüĒ½@Ą├Šo┼õ║ŽĪŻę“┤╦└õ╝ė╣żÅ═(f©┤)║Ž╣▄╚ń╣¹įŌė÷Ė▀£žŠ═ėąĘųīėāAŽ“Ż¼Å═(f©┤)║Ž╣▄Ģ■ę“æ¬(y©®ng)┴”ßīĘ┼Č°╩¦ą¦Ż¼▀@Š═Ž▐ųŲ┴╦įō└õ╝ė╣ż╣▄ų╗─▄į┌▌^Ą═£žČ╚Ą─Łh(hu©ón)Š│ųą╩╣ė├ĪŻ(▐D(zhu©Żn)▌dšłūó├„╔Į¢|¶ö╗»╔ą▓®Å═(f©┤)║Ž▓─┴ŽėąŽ▐╣½╦Š-ā╚(n©©i)ęr▓╗õPõōÅ═(f©┤)║Ž╣▄Ż®
╔Žę╗Ų¬Ż║ļpĮī┘Å═(f©┤)║Ž╣▄╔·«a(ch©Żn)ĘĮĘ©(1)
Ž┬ę╗Ų¬Ż║ļpĮī┘Å═(f©┤)║Ž╣▄╔·«a(ch©Żn)ĘĮĘ©(3)Ī¬Ī¬ę║ē║Å═(f©┤)║ŽĘ©
«a(ch©Żn)ŲĘ═Ų╦]
|
|